

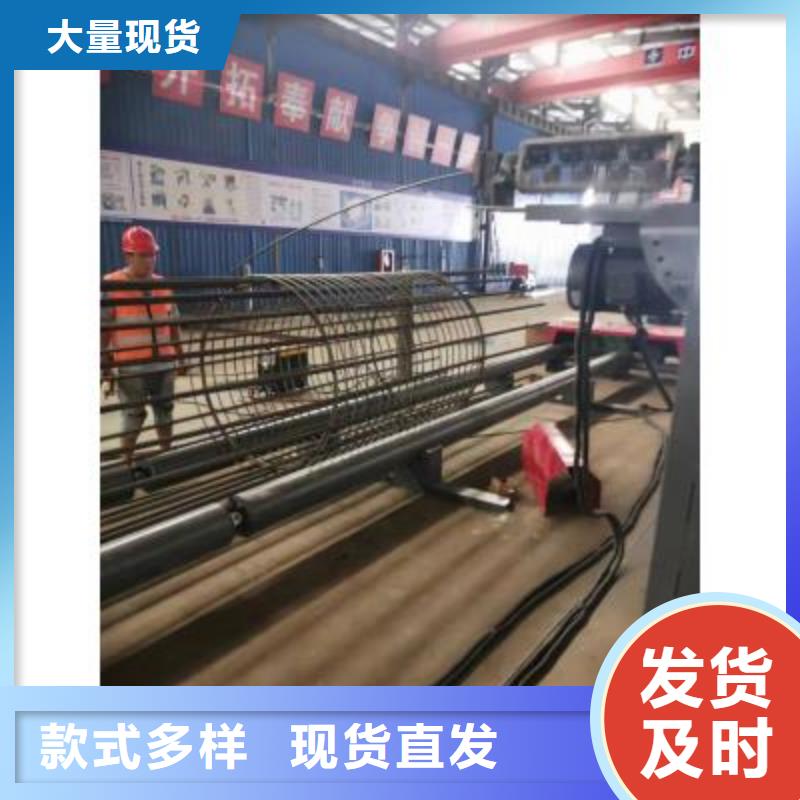
生产计划:在国外,有专门的技术部门做生产计划,并且具体到在某时间段的产量,有专人将生产设备和加工的材料好,保证生产工人在规定的工作时间内有足够的工作量。而国内的钢筋加工在实际生产中,做计划的能力不强,技术支持不够,又由于受施工变更的制约,钢筋笼绕筋机生产计划随时可能需要,机器和工人等待的时间长,其有效的工作时间短。钢筋加工制品的设计:钢筋加工制品的设计要便于机器连续作业,国内在这方面还需要改进。比如,桩基施工中的钢筋笼的制作,笼子与笼子之间的连接多数要求使用套筒连接。 变频控制拖笼机构,行走精度高。自动托笼设计,避免焊接中因笼子自重其弯曲变形。自动上料装置,加快上料速度,效率。模板采用模板环加导管组合,可快速更换笼子直径和变换笼子主筋根数。
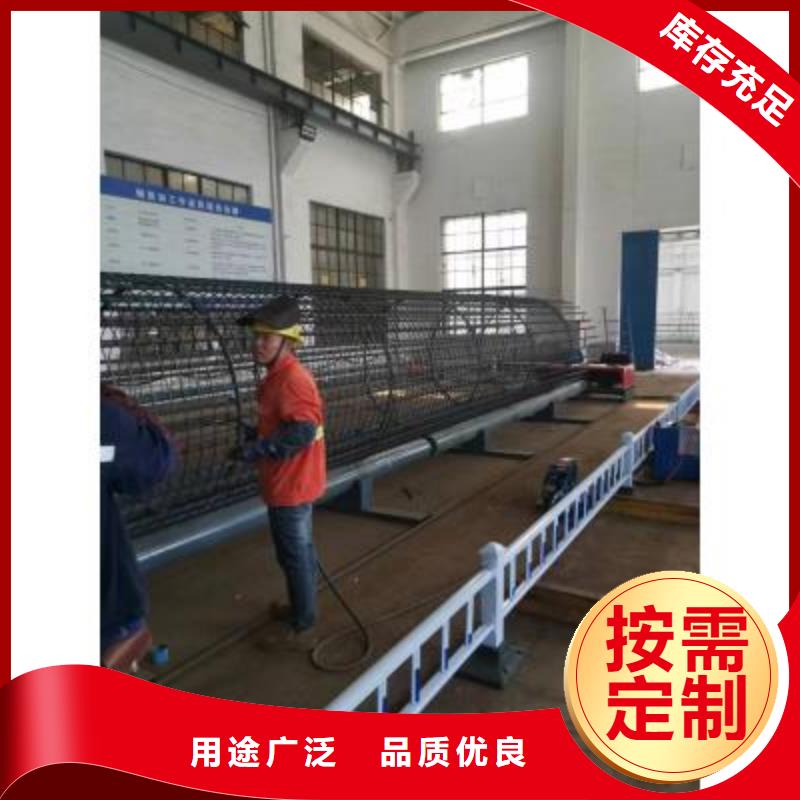
玉树钢筋笼绕筋机是一种由plc控制的加工生产钢筋笼的设备。滚焊机又称缝焊机,是用一对滚轮电极代替点焊的圆柱形电极,焊接的工件在滚盘之间移动,产生一个个熔核相互搭叠的密封焊缝将工件焊接起来的方法。实用新型钢筋笼外箍筋绕丝机JMRLJ-3000型钢筋笼绕筋机用于加工圆形的钢筋笼,长度可以达到30米以上,直径2.5米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点:(1) 设备只需1-2人操作;(2) 高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上;(3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。(4)设备自动化程度高,加工成型速度快,在同等条件下,机械制作是人工制作产量的3-4倍。加工成本大大降低,采用机械制作,减少2/3以上加工人员。

3、步进滚焊 步进滚焊时,滚轮断续转动,电流在工件不动时通过工件。由于金属的熔化和结晶均在滚轮不动时进行,整个结晶过程中都有压力存在,改善了散热和压固条件,从而可以更有效地提高焊接质量,延长滚轮寿命,获得的焊缝比较致密。这种方法多用于铝、镁合金的焊接,用于缝焊高温合金,也能有效地提高焊接质量,但这种滚焊需要有使滚盘断续旋转的比较复杂的机械装置。
按接头形式分类;
按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等;
钢筋笼滚焊机各步骤具体操作如下:
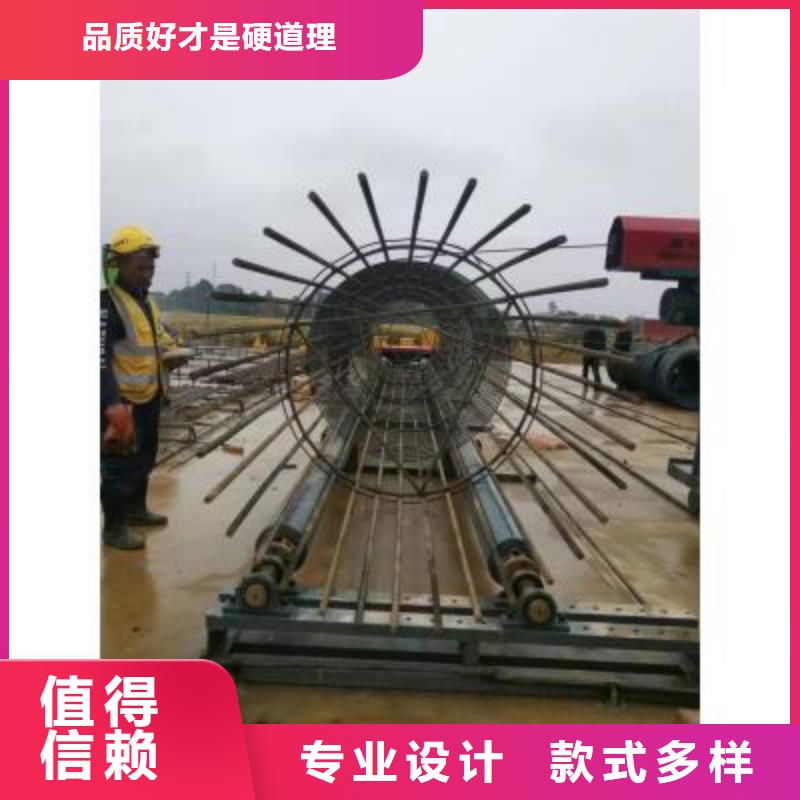
a)设备安装调试在设备安装时,主要考虑钢筋笼的大小、同排主筋数量、主筋的间距、箍筋的间距等因素,固定盘和移动盘的螺栓数量和间距由设计图纸中钢筋笼直径、主筋数量和间距来控制,拖动系统的行走速度由箍筋间距来决定,钢筋笼旋转一周,移动盘向前行走距离为箍筋绕主筋一周的长度;钢筋笼绕筋机

该设备加工速度快,在正常情况下3人一班,可分班作业,20米钢筋笼成型耗时90分钟左右,工作效率非常高 钢筋笼双筋绕筋机的选购注意事项: 1、消费者需要对玉树钢筋笼绕筋机生产厂家以及品牌进行详细的了解,其中包含公司的生产实力以及技术实力; 2、其次还要了解产品的规格型号以及价格参数等问题,综合多种产品选择一款性价比高而且适合自己的钢筋笼双筋绕筋机; 3、除了上述的两点注意事项之外,产品的细节处也不容忽视,比如产品质量等,如果对于该点想要进行系统深入的了解,顾客可以前往生产厂家一探究竟; 4、除产品的质量之外的一点就是产品的附带服务项目,比如产品的运输以及售后服务等方面。我司就有专业的运输车队以及售后服务团队,使您购物无忧! 有人说玉树钢筋笼绕筋机价格太贵了,要我说那是你不知道怎么买,要想买到玉树钢筋笼绕筋机的价格便宜质量还好的其实很容易的。但价格也跟型号关系,所以说还是要先了解玉树钢筋笼绕筋机。 玉树钢筋笼绕筋机用于加工圆形的钢筋笼,长度可以达到36米以上,直径2.5米。钢筋笼周围为螺旋形焊接箍筋,箍筋间距可以由程序预先设定。本设备具有以下优点: (1)设备只需1人操作; (2)高质量:计算机控制系统可以确保纵向钢筋非常好地处在一条直线上; (3) 计算机控制系统可以控制螺旋筋间距,钢筋笼不会出现扭转现象。 加工速度快正常情况下备料及滚焊部分5人一班,分二班作业,10个人就可以加工出20多个12米长成品的笼子(备料、滚焊、加强筋安装、探测管安装、导向垫块安装等),工作效率非常高。
 玉树钢筋笼绕笼机多重优惠-河南建贸机械
<玉树>建贸机械设备有限公司
玉树钢筋笼绕笼机多重优惠-河南建贸机械
<玉树>建贸机械设备有限公司
钢筋加工行业经过多年的摸索和发展,施工现场对钢筋加工设备的使用要求也逐步提高。原始的手工制作、机械加工日渐不能满足现阶段和以后钢筋加工行业的需要,数控钢筋加工设备的应用势必推动整个行业的发展。公司主要产品有:钢筋笼绕筋机、数控钢筋弯曲机、数控弯箍机、全自动钢筋笼滚焊机、手提式液压弯曲机、钢筋镦粗机等一系列钢筋加工设备。公司产品主要用于高速公路、高速铁路标准化建设领域、房屋建筑领域的钢筋加工场或施工现场,重点服务对象为中铁、中交、各省路桥等施工企业及专业的钢筋加工厂。
钢筋笼绕筋机设备介绍:按接头形式的不同,滚焊可分为搭接滚焊、压平滚焊、垫箔带零件对接滚焊、铜线电极滚焊、辅助夹具滚焊等
1、搭接滚焊同点焊一样,搭接接头可用一对滚轮或用一个滚轮和一根芯轴电极进行滚焊,接头的搭接量与点焊相同。搭接滚焊通常用的双面[1]滚焊外,还有单面单缝滚焊、单面双缝滚焊和小直径圆周滚焊等,当板件宽大或其他原因滚盘从两面接近工件时,可以采用单面滚焊。当在大型零件表面上焊接安装座等小零件而且有一定气密性要求时,可采用相互垂直放置的滚盘周缘滚焊。